|
|
- Автор записи: Администратор
- Профиль деятельности: Стекольная и фарфоро-фаянсовая промышленность: Производство: изделия санитарно-технические керамические (унитазы, бачки, раковины)
- Адрес: Республика Беларусь,
220024 г. Минск, ул.
Серова, 22
- Сайт (0)
- Тел./факс: тел.: +375 (17) 219-26-55 факс: +375 (17) 219-26-55
- Продукция: санитарная керамика
- Описание:
Торговая марка «Керамин» — лидер на белорусском рынке санитарной керамики. Функциональные и гигиеничные умывальники, унитазы-компакты, биде, писсуары и другие керамические изделия для ванных и туалетных комнат из 100% фарфора пользуются стабильным спросом не только в Беларуси, но и далеко за ее пределами. Производство осуществляется на заводе «Стройфарфор», основанном в 1985 году. В 2003-2004 гг. предприятие сертифицировано на соответствие системе менеджмента качества по СТБ ISO 9001-2001. Крупномасштабная реконструкция и модернизация керамического производства, произошедшая с 2000 по 2006 годы, установка новейшего роботизированного комплекса в 2009 году, сделали завод «Стройфарфор» одним из самых современных и хорошо оснащенных предприятий на территории стран СНГ на сегодняшний день. Современные технологии и новейшее оборудование от ведущих мировых поставщиков, используемые на производстве, позволяют предприятию конкурировать с известными мировыми производителями санитарной керамики. Высокое качество и современный дизайн санитарной керамики «Керамин» — отличительная черта продукции завода «Стройфарфор». Стопроцентный входной контроль сырья и материалов, компьютерное обеспечение каждой технологической операции, система бездефектного производства гарантируют отличное качество сантехнических изделий «Керамин» и длительный срок эксплуатации продукции.
Для производства санитарной керамики назаводе "Стройфарфор" ОАО "Керамин" применяются два вида технологий: — литье с применением гипсовых форм — литье под высоким давлением в полимерные формы - Механизированные стенды литья в гипсовые формы – традиционное оборудование для производства санитарной керамики. Сегодня «Керамин» использует новые механизированные стенды, гипсовые формы собственного производства, которые изготавливаются на автоматической установке с весовой дозировкой и вакуумированием. Это позволило увеличить оборачиваемость гипсовых форм до 100 циклов.
- Автоматизированные стенды литья под давлением в полимерные формы (итальянское оборудование SACMI) – последнее достижение в производстве санитарной керамики, позволяющее значительно сократить время изготовления и повысить качество изделия. При этом используемые полимерные формы имеют существенно более продолжительный срок службы – из одной формы возможно производство более 25 тысяч изделий.
В настоящее время на предприятии используется два способа производства сантехнических изделий и обе они вписываются в общую технологическую схему производства, каждый этап которой мы более подробно рассмотрим ниже. Подготовка шликерной суспензии Шликерная суспензия представляет собой определенным образом подготовленную массу из сырьевых материалов, которые по выполняемым функциям разделяются на: - пластичные (глина, каолин) — являются основой формирования структуры черепка в процессе литья, сушки и обжига
- отощающие (кварцевый песок, пегматит, бой изделий) — стабилизируют форму (препятствуют деформациям)
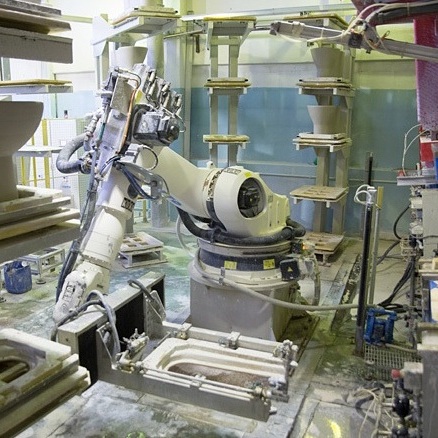
В настоящее время на заводе "Стройфарфор" для обеих технологий литья изделий санитаной керамики используется единая шликерная суспензия. В производстве применяется в основном импортное сырьё и материалы из Украины, России, Германии, Италии и других стран. Получение полуфабриката Для получения полуфабриката на механизированных стендах литья шликерная суспензия заливается в гипсовые формы, где в течение 1,5-2 часов происходит формирование черепка. После этого осуществляется слив избыточного шликера и сушка изделия теплым воздухом в течение 30-50 минут. Технологический цикл длится 3,5-4 часа. После извлечения изделий из формы происходит их обработка и сушка. При производстве полуфабриката на стендах литья под высоким давлением процесс существенно сокращается. В полимерную форму, заполненную шликерной суспензией, подается воздух. При увеличении давления воздуха до 13 бар вода уходит из шликера через поры формы. Так образуется черепок. Процесс формирования полуфабриката занимает 20 — 30 минут. При этом он имеет равную толщину по всему объему, что исключает деформацию изделия. Самый современный комплекс оборудования для производства полуфабриката на заводе «Стройфарфор» состоит из двух одноформенных машин литья под давлением и робота манипулятора. Он предназначен для литья сложных изделий, состоящих из нескольких частей. При склеивании частей можно получить более гигиеничный и функциональный душевой способ ополаскивания чаши унитаза, а также закрытый постамент под унитазом, скрывающий его внутренние части (сифон, трубу) и придающий ему более эстетичный вид. Обработка полуфабриката. Сушка. Извлечённые из форм полуфабрикаты имеют значительную влажность, в то время как влажность изделий перед глазуровкой не должна превышать 1%. Поэтому после специальной обработки, извлечённые из форм полуфабрикаты, нуждаются в сушке. Сушка осуществляется как в процессе движения на стеллажах (при температуре около 30° С), так и в автоматизированной конвейерной сушилке производства компании Progetti (при температуре до 100°С). В виду того, что изготовленные по разным технологиям заготовки отличаются по показателю влажности (18-20% после гипсовых форм и 15-17% — после полимерных) продолжительность их сушки различна. Для полуфабрикатов из гипсовых форм она составляет 1-1,5 суток, из полимерных форм — от 17-18 часов. Глазурование После сушки полуфабрикат подвергается глазурованию – операции, от которой в значительной степени зависит внешний вид и качество готового изделия. Глазурование полуфабриката, произведенного как по технологии литья в полимерные, так и в гипсовые формы, осуществляется на пяти автоматических глазуровочных установках с роботом напыления GA 900 EV производства компании SACMI. Использование данных установок, а также качественных импортных материалов для приготовления глазури, обеспечивает равномерное нанесение глазури по всей поверхности и высокую белизну изделий. После глазурования, на умывальники и бачки всех коллекций наносится деколь «Керамин», что делает санитарную керамику еще более узнаваемой среди конкурентов. Обжиг Заключительной операцией технологического цикла производства является обжиг полуфабриката в туннельной печи итальянской компании SACMI на протяжении 19-22 часов. Температура в печи вначале постепенно повышается до 1200° С, а затем также плавно происходит её снижение. Подобный температурный режим требуется для получения качественных изделий, как в отношении самого черепка, так и в отношении глазурованного покрытия. Использование современной печи для обжига позволило существенно уменьшить вероятность таких дефектов, как наколы, засорка, вскипание глазури. На заводе "Стройфарфор" также установлена ремонтная печь, предназначенная для для однократного обжига и повторного обжига для исправления дефектов, так назычваемой "лечки". Сортировка Сортировка является заключительным этапом системы контроля качества, который осуществляется на всех основных технологических стадиях: после процесса литья, сушки, нанесения глазури. Все изделия строго соответствуют стандартам качества по ГОСТ 30493-96 , ГОСТ 15167-93, EN 997, EN 14688. На этапе сортировки продукция делится на изделия 1-го сорта и 2-го сорта. Упаковка Перед поступлением на склад происходит комплектация и упаковка изделий. Унитазы-компакты комплектуются надежной импортной арматурой производства Португалии, Чехии, России; сиденьями собственного производства и креплением для монтажа унитаза к полу. Умывальники комплектуются хромированным кольцом для переливного отверстия и креплением для монтажа умывальника к стене. Для упаковки санитарной керамики используется пятислойный гофрокартон. Каждое изделие имеет индивидуальную упаковку, на которую заводом-изготовителем наносится информационная наклейка, где указана вся необходимая информация об изделии: наименование, комплектность, размеры, штрих-код, вес, номер упаковщика, дата и время упаковки. Для удобства транспортировки и хранения упакованные изделия паллетируются на стандартные европоддоны и отправляются на склад готовой продукции. 
|
 Новости
Новости
 Статьи
Статьи
 Фото
Фото
 Предприятия
Предприятия
 Справочник
Справочник
 Выставки
Выставки